
In this article, we will explore ideas used by lean practitioners to reduce repair cycle time to achieve a consistent level workflow. With North American cycle times growing longer, it's important we explore enhancements (influenced by lean principles) to processes that are commonly used. This article will focus on slight adjustments to those processes.
Adjusting Your Schedule Based on Optimal WIP
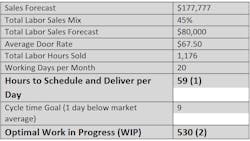
First, we need to draw upon insights from my previous article on scheduling. You need to calculate the daily hours to schedule. Follow the calculations below to get to total labor hours (TLH) to schedule or deliver per day (1).
Lean practitioners use that daily goal to calculate the optimal work in progress. We take that daily goal times the repair cycle time day goal to calculate the optimal work in progress (WIP)(2). At the end of each day, you measure the total work in progress compared to the optimal WIP and adjust the incoming schedule accordingly. If too much TLH WIP is in the shop, it slows down the incoming schedule. And if there is too little work, lean practitioners actively seek additional work (considering the size of jobs) needed to get back on track.
Level Daily Workflow
It's important to note that when tracking daily production output, lean practitioners should use the total labor hours (TLH). So, it's important you track daily output of vehicles moved upstream per department per day. To achieve this, you can use CCC Floorplan (or another production planning tool) to track vehicle movements, but you will need a simple tracking grid like the one below to ensure you know how many TLH hours each department needs to pass to the downstream department that day.
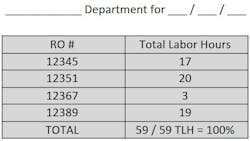
You can do this using a form or merely add the number of total hours completed for vehicles which move from department to department.
Scheduling Department needs to sell and schedule 59 TLH per day.
Repair Planning Department needs to estimate 59 TLH daily.
Parts Department needs to fully kit 59 TLH daily.
Body/Mechanical Department to get 59 TLH ready to prime.
Paint Department to refinish 59 TLH and get ready for reassembly.
Reassembly Department to prepare 59 TLH to get ready for post-scan/calibration/final quality check (QC).
And finally, to Final Detail to deliver 59 TLH to customers.

Production Walk – Pull Versus Push
Rather than starting in the front of the shop, lean practitioners start in the detail department and PULL work downstream, aiming to achieve the daily output goal for each department. Pulling sends a signal to the upstream department as to demand, and it’s the production manager’s goal to aid the technicians in planning for each department to achieve level output each day. That means:
- Which vehicles will be post-scanned, calibrated, and ready to detail... and in what order?
- That determines the sublet schedule and what sequence to perform calibration activities.
- Then, review which vehicles to reassemble and in what sequence.
- Then, review the paint plan to ensure vehicles can be moved to Paint.
- Then, go into Body and sequence each body technician’s work list.
- Then, work with Parts to ensure parts are kitted and those vehicles are ready for body
- Then, work with Repair Planning to get 59 TLH to pending parts
- Finally, to ensure scheduling has considered optimal WIP and estimators adjust the schedule appropriately.
Production Huddle
At some time in the middle of the day, gather the production team and review progress toward the daily output goal per department.
These meetings also allow the leader and staff to reallocate resources to achieve level and consistent flow.
- If you are behind goal in reassembly, you may want to adjust the vehicle repair sequence. Or, if necessary, reallocate body or repair-planning staff to assist and then return to their primary task.
- If you are behind in prep or other paint functions, evaluate your paint booth plan or ask the painter or detailer to assist to keep the flow moving.
- In the office, if incoming scheduling is too slow, ask the CSR to help follow up on unsold estimates, or the general manager can visit agents or local businesses.
This is another key area where lean practitioners are different. They stop for a minute, review the data, and engage in continuous improvement. They ask the big question, “WHY aren’t we achieving our goals, and what could we be doing differently?” They examine if it is work or quality standards, resource allocation, tooling needs or conditions, staffing needs, and more to get to the root cause of why these goals must be adjusted.
Finally, lean practitioners build a culture of teamwork and adjust their internal reward structure to encourage teamwork, where the common goal is to consistently achieve level flow every day of the week.
Benefits for Implementing Lean Principles in Production Processes
- Level workflow for the ENTIRE shop (less stress and better morale)
- Full utilization of all resources so everyone makes more on performance incentives
- Once a baseline is achieved, the team can agree to increase the daily output goal and grow top-line sales, and reasonably expect to produce the work with a high level of quality and customer satisfaction because we are not rushed.
In the next article, we will explore dual processing and setup reduction to enable this level daily flow. We will also confront your biggest question reading this, what about parts availability and their effect on flow? We hear you, and we will offer some innovative solutions.
About the Author

Steve Trapp
Steve Trapp is an internationally known consultant and speaker. His family operates a collision repair center in Wisconsin. He earned a degree in economics education and a minor in accounting from the University of Wisconsin.
After college, he worked for 3M in sales and marketing roles with the innovative 3M ARM$ training and software sales. He worked as a consultant for AutocheX doing financial consulting for a few years before joining AkzoNobel, where he started the industry’s first value-added program. While there, he started the industry’s first paint company-sponsored 20 groups and wrote numerous training programs with third-party experts on finance, marketing, selling, leadership, and other topics.
He later joined DuPont/Axalta, where he worked with Mike Anderson to manage their 20 groups and industry seminars. While at Axalta, he managed the North American Strategic Accounts SAM team and later the entire EMEA Strategic Accounts team. He followed that as senior consultant for LEAP, a global consulting firm that has presented in 10 countries and now again works for a major paint company.